


无需长篇大论,观看【不锈钢焊管,不锈钢板304真实拍摄品质可靠】视频,让你瞬间爱上我们的产品。
以下是:【不锈钢焊管,不锈钢板304真实拍摄品质可靠】的图文介绍
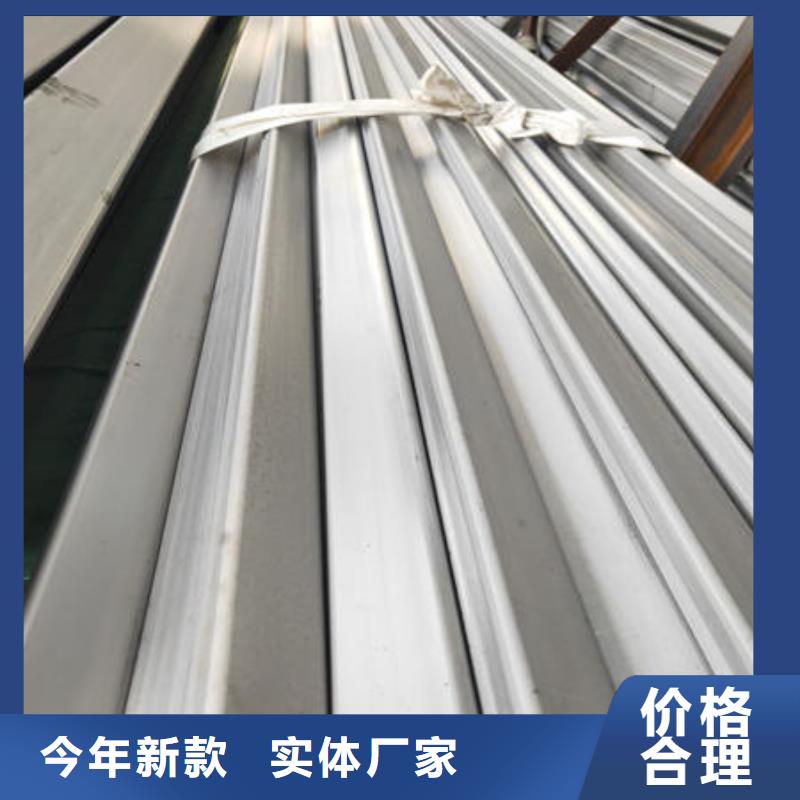
银川万宇金属材料有限公司的 不锈钢焊管产品质量上乘,价格低廉,我们一直在不断的提高 不锈钢焊管产品质量和技术水平、流水线生产出的 不锈钢焊管产品可以让您放心。 不锈钢焊管产品质量可靠,深受新老客户的认可和好评。



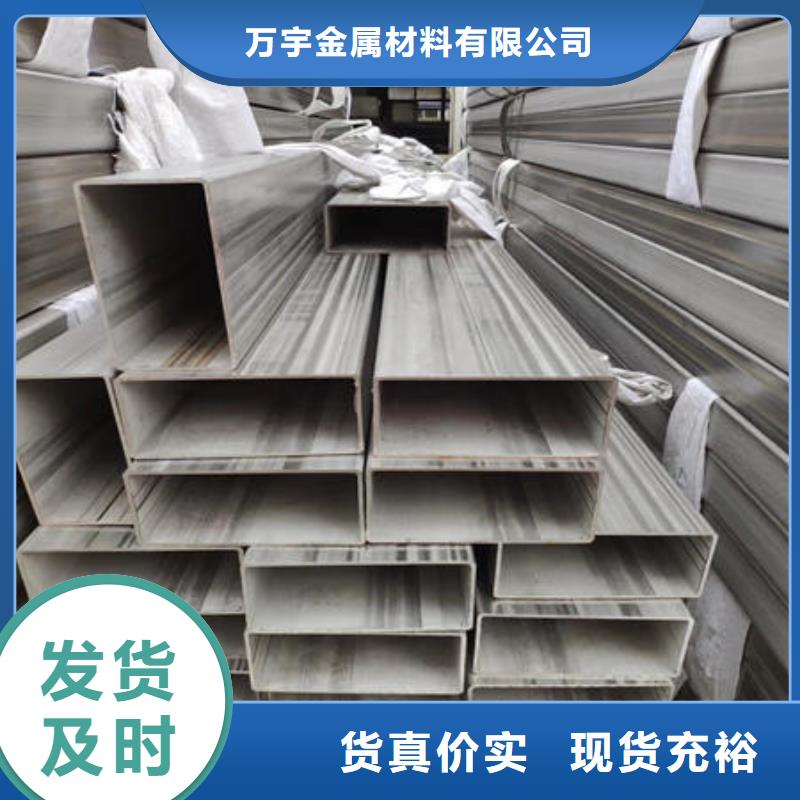
那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。了解了不锈钢焊管头尾增厚长度的相关知识,势必有助您更好地选择和使用不锈钢焊管。国内外不锈钢市场发展迅速,其中不锈钢焊管被应用到越来越多的行业当中。我们知道,按照表面处理方式不同来划分,可将不锈钢焊管分为带焊缝酸洗焊管与抛光不锈钢焊管,那么,究竟哪一种焊管更具优势呢?



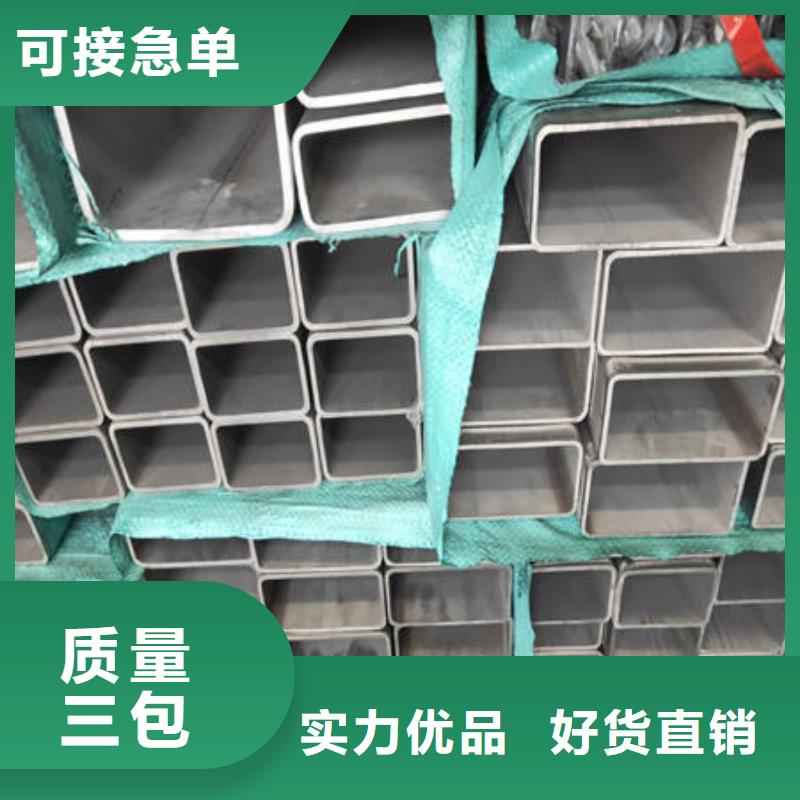
洛氏硬度(HK)洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是丈量压痕的深度,即在初邕试验力(Fo)及总试验力(F)的先后作用下,将压头(金钢厂圆锥体或钢球)压入试样表面,经划定保持时间后,卸除主试验力,用丈量的残余压痕深度增量(e)计算硬度值。其值是个无名数,以符号HR表示,所用标尺有A,B,C,D,E,F,G,H,K等9个标尺。其中常用于316L不锈钢焊管硬度试验的标尺一般为A,B,C,即HRA,HRB,HRC。硬度值用下式计算:当用A和C标尺试验时,HR=100-e当用B标尺试验时,HR=130-e式中e--残余压痕深度增量,其什系以划定单位0.002mm示,即当压头轴向位移一个单位(0.002mm)时,即相称于洛氏硬度变化一个数。304不锈钢焊接钢管简称304不锈钢焊管,常用不锈钢钢板或钢带经过机组和模具卷曲成型后焊接制成的不锈钢钢焊管。304不锈钢焊管生产工艺简单,生产效率高,品种规格多,设备资金少,但一般受压强度低于不锈钢无缝钢管。


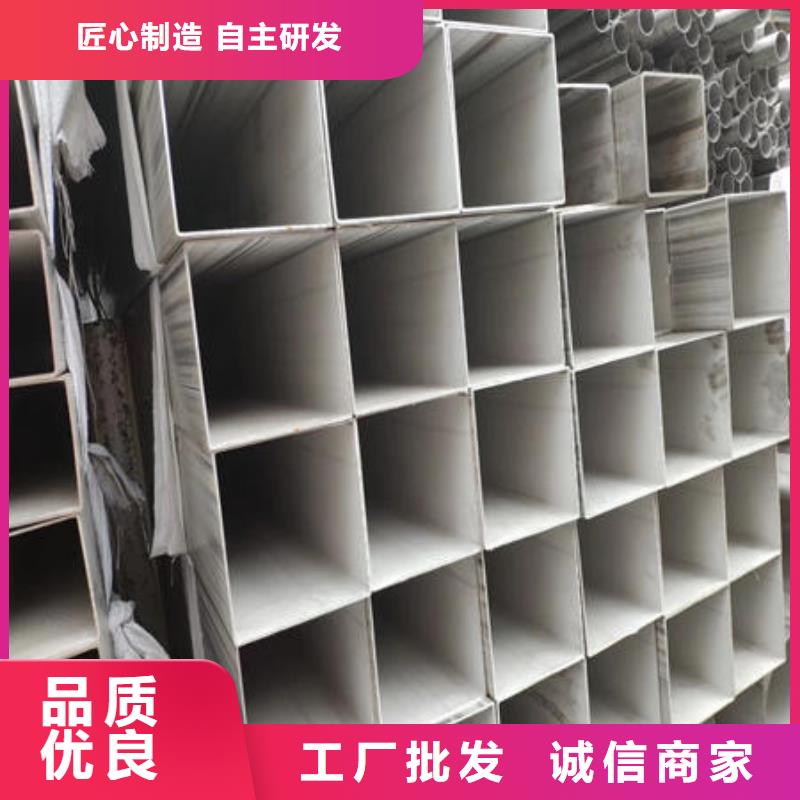
不锈钢焊管的市场需求表现主要在基础工业方面,如石油、化工、发电等,主要用于换热器管、流体管、压力管道、机械结构用管、城市景观、等行业上,年消耗量在70万t左右。需求在不断增加的同时,行业对其的要求也越来越高,促进行业生产工艺的日益成熟。不锈钢焊管的无缝化主要是通过张力减径来完成的,张力减径过程是空心母材不带芯棒的连续轧制过程。在保证母管焊接质量的前提下,焊管张力减径工艺是将焊管整体加热到950摄氏度以上再经过张力减径来轧制各种厚度的不锈钢管。通过该工艺制成的不锈钢管尺寸精度都是比较高的,运用起来也是比较方便的。但是不锈钢焊管无缝化工艺制作起来价格贵,但是在国外已经大量运用,在中国也渐渐的开始运用普及。不锈钢焊管出口是我国出口经济的重要组成部分,它对拉动我国经济增长具有重要作用,但是,从目前我国不锈钢管材对外贸易的情况来看,我国的出口遇到了较大的阻力。



